Practical InitiativeとPractical InsightでDX実現を
2021年10月15日
JMACの考えるDX
日本最大級製造業向けデジタルツールマッチングサービス
2022年4月13日
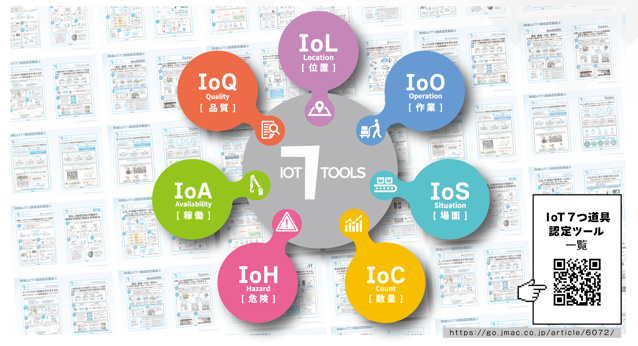
デジタルツールマッチング, IoT7つ道具, JMAC「IoT7つ道具」とは, DX支援プログラム
JMAC「IoT7つ道具」認定制度
2019年6月4日
IoT7つ道具, JMAC「IoT7つ道具」とは
このような課題はありませんか? ・現場での点検結果の記録と上長承認が煩雑 ⇒紙からPC に入力し直す手間や承認漏れ、承認待ちのタイムロスが発生 ・設備異常が発生しないと点検結果を見直さない ⇒点検結果が管理されておらず、…
このような課題はありませんか? ・工場全体の電力量は把握しているが、何から着手すれば良いのか分からない。 ・電力量の詳細な把握には大規模な工事が必要でコストがかかる。 ・1ヶ月の平均的な電力量は把握できているが、細かい変…
このような課題はありませんか? ・工具や台車などの備品がどこにあるのか分からず作業現場でのモノ探しに時間をとられてしまう。 ・手書きでの点検報告では、正確かつリアルタイムな情報集約ができない。 ・工程毎の作業人数や作業員…
このようなことを実現したくありませんか? 接写モードもついた360度カメラを使って、現場と会議室でオンラインミーティングをすることで・・・ <バイヤー> ・突発的な品質監査で使いたい ・新製品の生産工程を確認いたい ・取…
このような課題はありませんか? ・施設が老朽化してきてメンテナンスの手間工数が減らせない ・設備のデジタル化を進めたいがコストがかかり過ぎる ・製造設備の監視を強化して安全性を高めたい 「LiLz Gaug…
このようなことを実現したいと思いませんか? ・据付調整に手間をかけたくない ・誰が使っても、簡単に、素早く精度の高い調整を行いたい ・一人でも据付調整ができるようにしたい ・ログデータを利用したい Leve…
2023年7月版のIoT7つ道具認定製品小冊子をダウンロードできます。
category ツール名(リンクあり) ツールベンダー 製品の概要 IoL デジタルツールで、人・もの・機械の位置や動きを捉え、ムリ・ムダ・ムラを解消したい mcframe MOTION 位…
このような課題はありませんか? ・測定結果や日報の手書きが面倒・誤記も多い。 ・製品の不具合・工程の後戻りが多発する。 ・システムやデータの形式がばらばらで手作業でカバーしている。 ・これらの要因で、業務の見える化がまっ…
外観検査自動化にあたり、課題はありませんか? ・従来の画像処理方式で対応が難しい →ばらつきのあるワークでは、ルールベースによる閾値調整が難しく、過検出が発生してしまう。 ・検査設定や再調整が属人的且つ手間がかかっている…